(天长)(当地)PE燃气管MPP电力管定制销售售后为一体视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:(天长)(当地)PE燃气管MPP电力管定制销售售后为一体的图文介绍
根据现场实际条件,天长PE燃气管合理的安排使用机械和人员的投入。无特殊原因,应先深后浅,先底后高的原则。管沟边坡坡度应根据土壤类别,载荷情况和管沟开挖深度确定。2)、开挖管沟时,应注意保护地下文物,一旦发现文物,首先应保护现场,然后向当地主管部门报告。3)、在沿车行道,人行道施工时,应在管沟沿线设置安全护栏,并应设置明显的警示标志。在施工路段沿线,应设置夜间警示灯。4)、天长PE燃气管开挖沟槽时,如遇电线电缆是应加以保护,并通知相关部门及时解决,以防发生事故。5)、天长PE燃气管沟槽开挖采用人工和机械结合开挖,一般土质条件下放坡比1:0.33,开挖沟槽的土方堆放不能小于0.8m,开挖沟槽底部土层确保不被拢动,沟槽开挖应预留20cm左右保护层,用人工清理。5)、一般地段管沟开挖时,应将挖出的土石方堆放在焊接施工对面一侧,赌徒距离沟边不应小于1m。在耕作区开挖沟时,应将表层耕作土与下层土分开堆放。下层土防止在靠近管沟一侧。6)、在开挖天长PE燃气管沟槽过程中,应对沟槽底高程及中线随时测控,以防超挖或偏位。
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
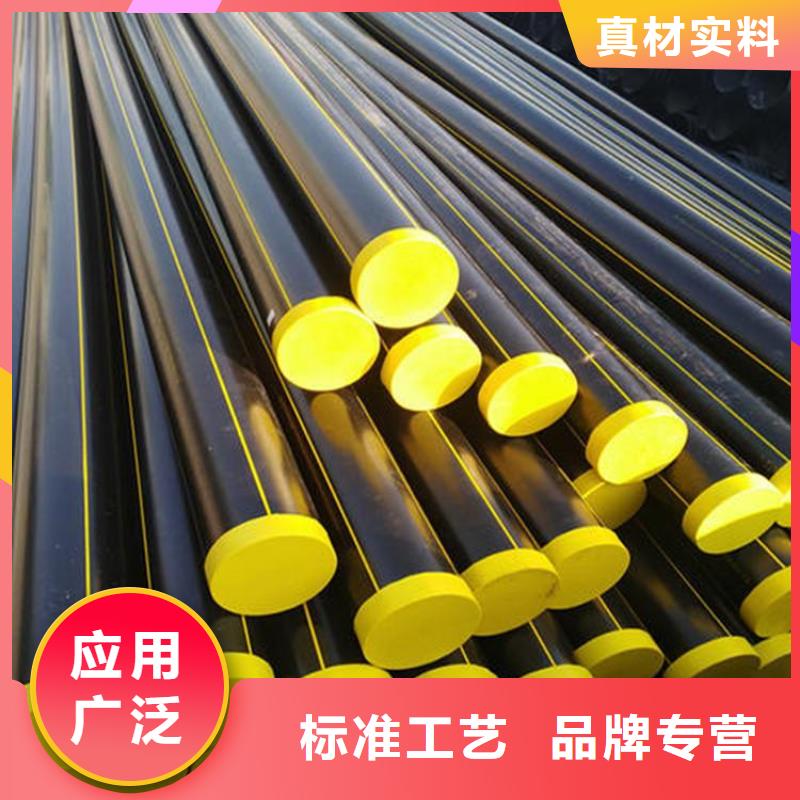
聚乙烯(天长PE燃气管)管件分为注塑管件(又称插口管件)、焊制管件、钢塑转换管件和电熔管件(又称电熔承口管件),其中电熔管件设计和生产工艺较为复杂,它是具有一个或多个组合加热元件,将电能转换为热能,从而与管材或管件插口端共同加热熔为一体的管件,目前电熔管件根据电阻布线的方式不同有裸露式、嵌入式、封闭式和涂塑式等;无论哪种布线方式,在电熔管件设计时,都要保证承插时电阻丝不移位,国内生产厂家都应当有自己的电熔管件设计软件,可以直观的看到在电阻丝加热的过程中聚乙烯(天长PE燃气管)熔融达到的设计范围,经过多次实践焊接和焊接后的组合性能测试,确定电熔管件的焊接参数。管件出厂检验中的电阻是百分之百进行测量,不能用普通表测量,因达不到测量精度,应当使用电阻仪测量。还要对管件进行尺寸测量、80℃/165h的静液压强度试验和热稳定性的测试,来保证管件在应用中焊口的质量。
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
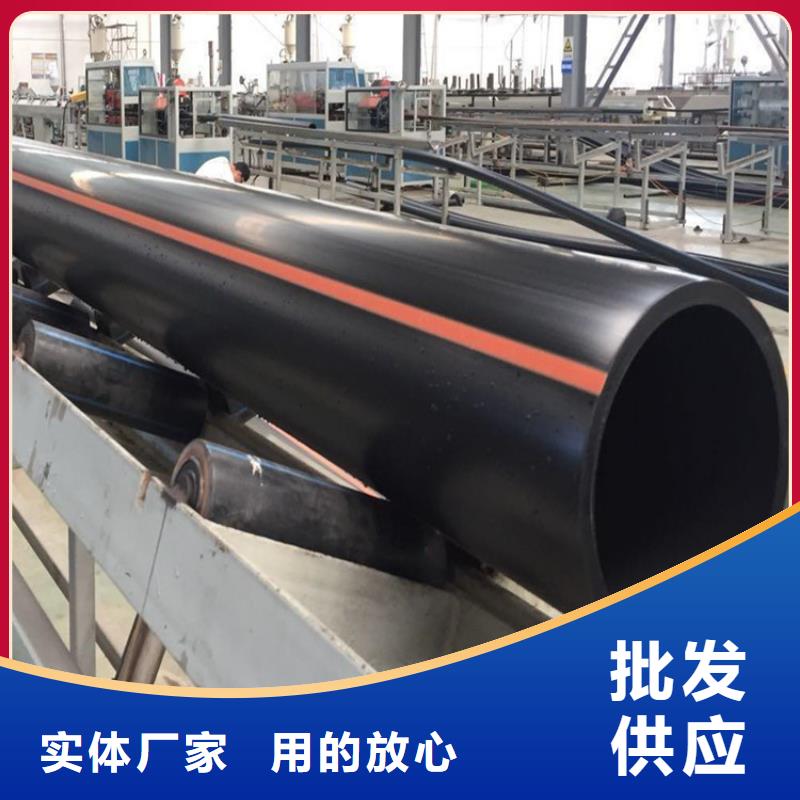
天长PE燃气管是按照GB/T15558.1-2015和G5+PE001.1-2008的标准要求进行生产的。PE燃气管的连接方式主要有:热熔对接、电熔连接、钢塑过渡接头连接、法兰连接等。天长PE燃气管材和管件的直径≥90mm,采用热熔对接或者电熔连接方法;直径≤90mm,采用电熔连接;若是与金属或其它材质的管道连接通常采用钢塑过渡接头连接或者法兰连接。天长PE燃气管热熔对接的操作步骤:1、调试对接焊机,把待接管材放置于焊机夹具上并夹紧;2、用刨刀铣削连接端面并清洁管材待接面,然后校直对接件,其错位量不要大于管材壁厚的10%;3、当加热板的温度达到设定温度时,把管材放入加热板中进行加热;4、天长PE燃气管加热完成后,在取出加热板快速启动油汞压力,使两管材加热面迅速结合,然后升压至熔接压力保压冷却。5、待冷却到规定时间后,把夹具打开,把管材从焊机上移开,连接就完成了。
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
润星电力管材有限公司自建立以来,一直从事设计、生产制造及销售、安装 MPP管、的综合性企业,具有二十多年的生产历史,凭借先进的生产工艺、雄厚的技术力量、完善的售后服务,获得了广大 MPP管、用户的好评及回单。
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
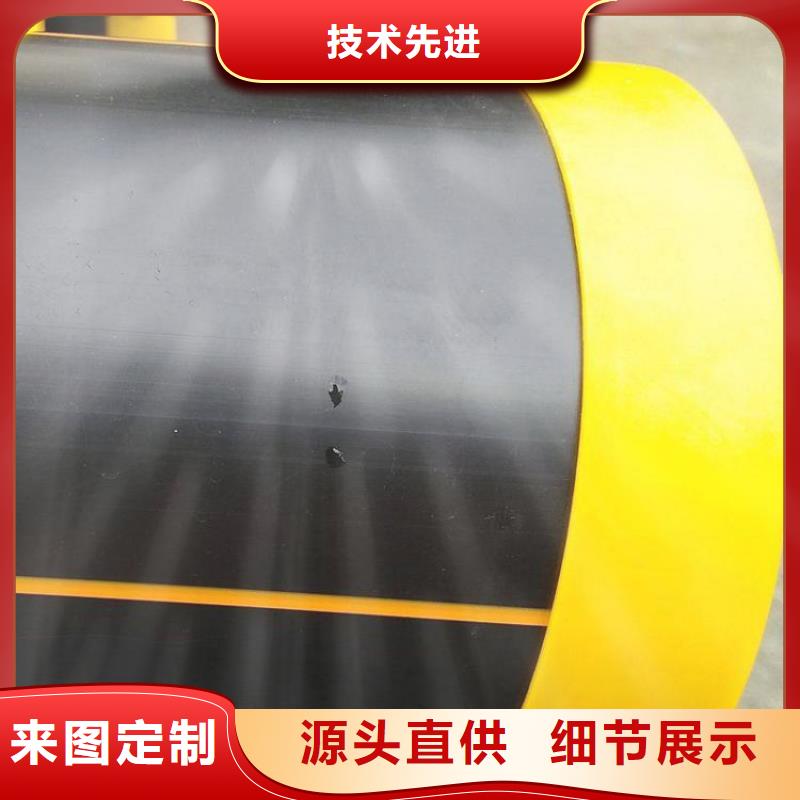
热熔对接连接是天长PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是天长PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热,使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后融为一体,达到焊接目的。
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")
(当地)PE燃气管MPP电力管定制销售售后为一体")


 扫一扫
扫一扫