不要犹豫,点击播放我们的【汤阴】 当地 防撞护栏桥梁防撞护栏优质货源产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:【汤阴】 当地 防撞护栏桥梁防撞护栏优质货源的图文介绍

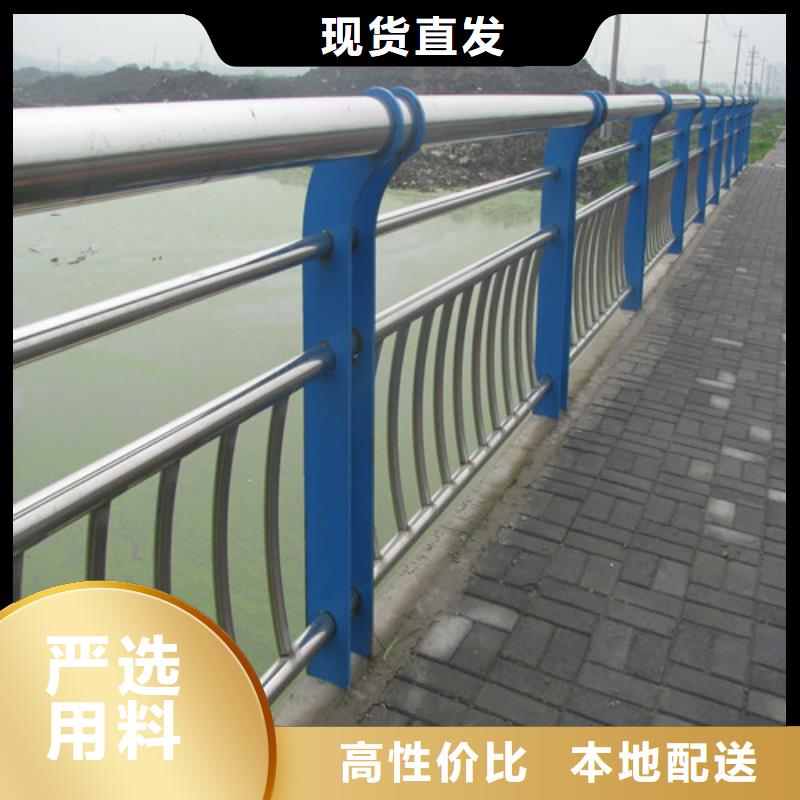
了解下不锈钢复合管防撞护栏的制作工序锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学 性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊 、CO2气体维护焊等。<br /> ;如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要 分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金 属焊接是关键。<br /> 焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复 </p> <p> 层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧 </p> <p> 开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假 </p> <p> 如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基 </p> <p> 体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。 </p>


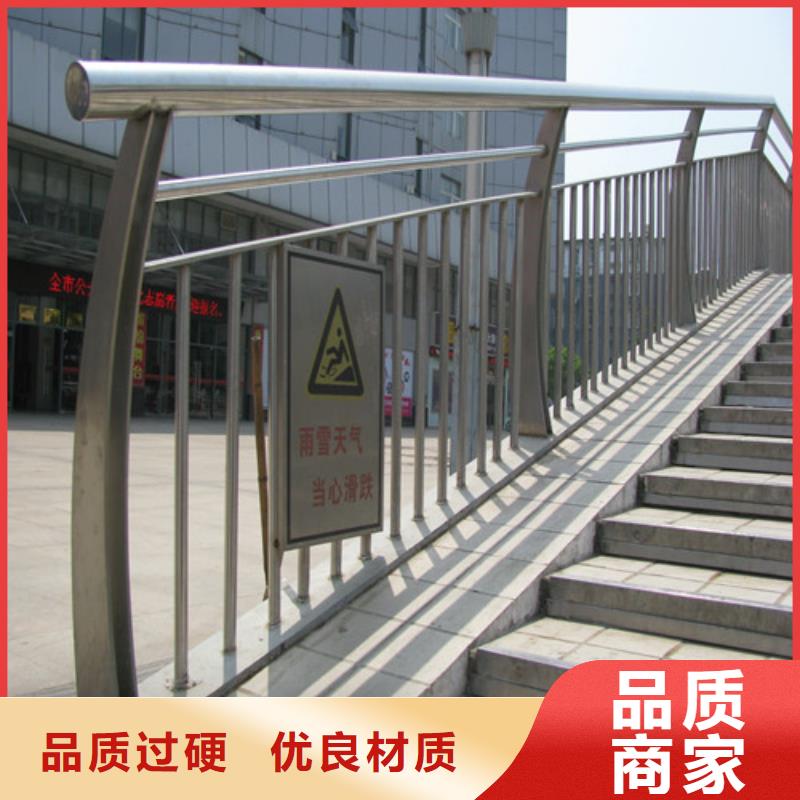
不锈钢碳素钢复合管的新展开趋向不锈钢碳素钢复合管价钱总体上能坚持在水平,且不锈钢碳素钢复合管价钱能与不锈钢碳素钢复合管价钱同步并坚持合理价差;严厉的环保管理、时节性限产与错峰消费、恶劣天气的暂时停产以及城市供暖季的限产措施,已基本构成常态化。 不锈钢复合管的用处有很多,普通常见的就是小区栏杆,道路护栏,桥梁护栏,景观护栏等,外表美观,稳定耐用,强度高。还有就是晾衣架用的。普通机械上用的都是外复不锈钢复合管,内衬无缝碳素钢管。欢迎。产品规格φ5mm—φ630mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。 不锈钢碳素钢复合管表面豪华美观因它表面为不锈钢材质,所以它具有不锈钢的华美外表。若把它和纯不锈钢板一同,外表完好一样,没有任何区别。格低:复合板的中间层为碳素钢,而碳素钢的价钱远远低于不锈钢。复合板屈服强度高,在运用时可恰当复合板的厚度。 固然往常的一些锌钢护栏或者是铝合金护栏,是不容易生锈的,而且看上去愈加的美观,但是在厚度和强度上却并不高,很容易呈现问题。但是这样的不锈钢护栏,就可以很好地处置了这一问题。由于是不锈钢材质的,所以在厚度以及其强度上,也是能够让人们愈加的放心,从而可以保证了一定的强度和厚度,成为了往常很多的中央可以放心运用到的护栏。 不锈钢复合管厂家年销售额企业秉承“以诚为本、兴业、有诺必践、效劳”的运营理念,不时坚持“人无我有、人有我精、人精我新”的展开目的。向宽广用户提供质优价廉的具有宽广应用前景和展开方向的优秀产品。为进一步使企业的工作走上科学化轨道,本严厉按照ISO9001:2000(、APISPECQ1:2007(第8版)、API规范5LD(1998版)及压力管道元件的央求,产品能更好地顾客的央求,使企业在市场竞争中安康、稳步地展开。



多年行业经验专注 镀锌喷塑防撞栏、行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、厂家成熟、材质直供。


不锈钢复合管防撞护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。<br /> 焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。







 扫一扫
扫一扫